Stainless Steel Cutting and Debugging Technology Of CNC Laser Machine

Choice of Nozzle
Frequency Control
Duty Cycle
Focus Speed
Determine The Parameters
Choice of Nozzle
The diameter of the nozzle determines the shape of the airflow into the cut seam, the area of the gas diffusion, and the speed of the airflow, which all affect the melt discharge and the cutting stability. The gas flow into the cut seam is large, the speed is fast, the position of the workpiece in the gas flow is appropriate, the ability to clear the melt is stronger. The thicker the stainless steel, the larger the nozzle diameter, and the higher the air pressure setting value. Pressure and flow should be met simultaneously to reduce the normal cross-section effect.
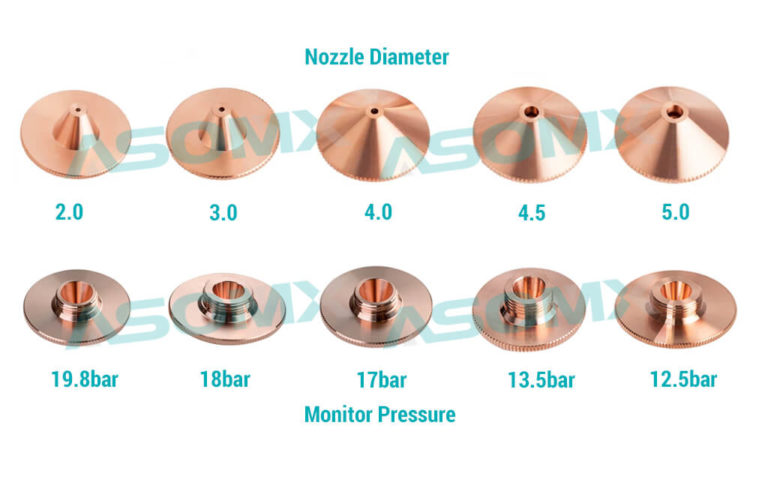
Increasing the flow rate can ensure the pressure and cut the normal cross-section effect. At the same time, in order to ensure the cutting effect and protect the nozzle from damage, the coaxial test is needed before fiber laser machine cutting to ensure that the nozzle and laser output beam are coaxial.
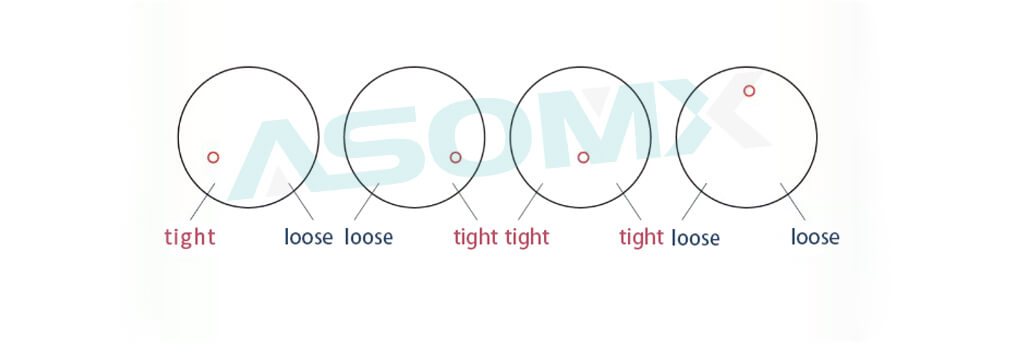
Test Method: Paste the transparent tape on the nozzle end face, adjust the laser output power punching, observe whether there are the center hole, and the position of the center hole on the transparent tape. Adjust the screw on the handle of the mirror cavity until the hole made by the laser on the transparent tape coincides with the center of the nozzle.
Frequency Debugging
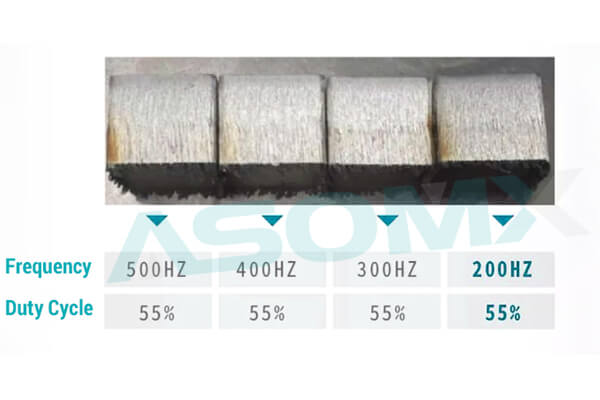
The influence of frequency change on cutting of stainless steel plate: Frequency from 500Hz to 200Hz reduces, cutting section effect becomes better, delamination effect improves gradually. When the frequency is set to 100Hz, it can not be cut off. Find the best frequency range by changing the frequency. To ensure optimum cutting, the number of pulses must be exactly matched to the energy of a single pulse.
Duty Cycle Debugging
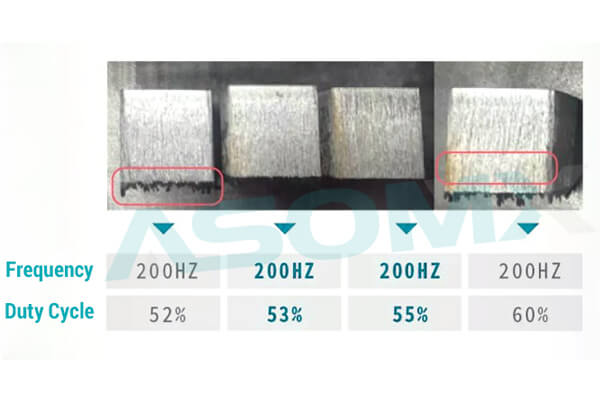
The influence of duty cycle on the cutting of stainless steel thick plate: Duty cycle 53% is the critical value, duty cycle continues to decrease, there are no cutting marks on the lower surface, duty cycle increases to 60%, the section becomes rough, the stratification is obvious, the cutting surface turns yellow.
Focus Selection
The thickness, texture, and quality of the cut vary with the focal point. Different materials and thicknesses need to be adjusted for different focal points. Before cutting, measure the actual zero focus, and then refer to the cutting process parameters to determine the most appropriate cutting focus.

Note: Above is method for parameter debugging. The specific values should be determined according to the different laser power and different thickness plate.
Related Models: AF-R Series · AF-T Series
Video Reference
Please Share This
Get A Quick Quote Today!