7 Common Problems and Solutions of Metal Laser Cutting

Generally speaking, cutting speed, laser power, auxiliary gas, focus position, nozzle characteristics, and material properties are the important parameters that affect laser metal cutting quality. There are many factors affecting laser metal cutting if the control is not appropriate or the parameters are not accurate, its cutting accuracy and cutting quality will be greatly affected.
A variety of cutting defects may be encountered in the actual machining process. Take oxygen, carbon steel, stainless steel, high-power, small nozzle, high-speed bright surface cutting technology as an example, may encounter the following situations:
1. The Upper Stripe and The Lower Dragline are Too Rough
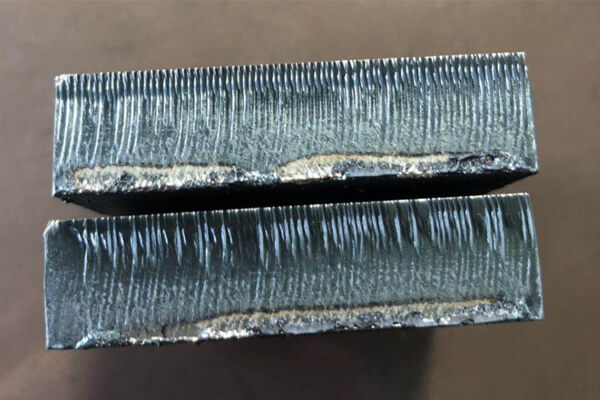
Possible causes:
1. Nozzle selection is too large
2. Cutting pressure is too high causing overburn
3. Cutting speed is too slow to cause overburning or too fast to cause cutting is not sufficient
Solutions:
1. Replace the small diameter suitable nozzle, for example, use 1.4D nozzle for 16mm carbon steel bright surface cutting, and use 1.6D nozzle for 20mm carbon steel bright surface cutting
2. Reduce the air pressure to improve cutting section quality, general bright surface cutting air pressure requirements in the range of 0.6~0.8bar
3. Adjust the cutting speed to the appropriate range of current power
2. Sheet Upper Stripe Slightly Rough, Deeper Teeth, Lower Dragline Is Better
Possible causes:
1. The nozzle type is too large
2. Insufficient positive defocus
3. Cutting speed is slower
Solutions:
1. To achieve full brightness of the cross-section, consider replacing a smaller diameter nozzle such as 1.4D instead of 1.6D
2. Under the same nozzle diameter, the positive defocusing is increased
3. Adjust the cutting speed to the appropriate range of current power

3. The Upper Stripe on The Section of The Plate Is Good, But The Bottom Is Slag and Affects The Section Effect

Possible causes:
1. The positive defocus is too large, resulting in the energy is not concentrated to form a lag trail
2. The gas pressure is too small causes the cutting trail to form the dragline lag to produce dross
3. The cutting speed is too fast and causes a lag
Solutions:
1. Reduce the positive defocus, the other parameters unchanged, observe the bottom slag hanging situation
2. Properly increase the feed pressure, can try to increase to a maximum of about 1bar, observe the situation
3. Adjust the cutting speed to the appropriate range of current power
4. Stainless Steel Cutting Encounters Delamination, and The Cutting Section Is Rough
Possible causes:
1. The negative defocus is too large, resulting in plasma, blue light and layering
2. The nozzle is too small
3. Feed pressure is too high
Solutions:
1. Reduce the negative defocus, the other parameters unchanged, observe the cutting situation
2. Replace the nozzle with a larger size
3. Proper reduction of air pressure feed

5. Stainless Steel Thick Plate Cutting Encounters Insufficient Cutting and The Cutting Section Does Not Reach The Bottom of The Plate

Possible causes:
1. Nozzle selection is too small
2. Insufficient negative defocus
3. Insufficient gas pressure results in insufficient cutting
Solutions:
1. Replace nozzle with a larger diameter to increase gas flow
2. Continue to increase the negative defocus to make the cutting section reach the bottom
3. Continue to increase the air pressure
6. The Effect of Adjusting The Air Pressure and The Positive and Negative Defocus Amount Is Not Obvious
Possible causes:
1. When the velocity can not be increased, the laser energy is too concentrated and the reaction between laser and material is too violent
2. Too small nozzle selection diameter, resulting in too small flow
Solutions:
1. Under the condition of constant peak power, reduce the frequency and duty cycle properly, for example, when cutting 50mm stainless steel, the speed can not be increased, consider to adjust the frequency to about 200Hz, duty cycle between 55~65% can get a better cutting effect
2. Replace the large diameter nozzle to improve gas flow

7. Small Hole Deformation In Metal Laser Cutting
The fiber laser cutting machine has two basic methods of perforation:
Blasting perforation—The material forms a pit in the center after continuous laser irradiation, and then the molten material is quickly thrown away to form a hole by the oxygen flow coaxial with the laser beam. Generally, the size of the hole is related to the thickness of the plate. The average diameter of the blasting perforation is half of the plate thickness. Therefore, the blasting perforation of the thicker plate has a larger diameter and is not round. It is not suitable for use on parts with higher processing accuracy. In addition, since the oxygen pressure used for perforation is the same as that used for cutting, the splash is larger.
Pulse perforation—Using a pulsed laser with high peak power to melt or vaporize a small amount of material. Air or nitrogen is commonly used as a common gas to reduce the expansion of the hole due to exothermic oxidation. The gas pressure is lower than the oxygen pressure during cutting. Each pulse laser only produces small particle sprays, which gradually penetrate deeply, so it takes a few seconds to perforate thick plates. Once the perforation is completed, the gas is changed to oxygen for cutting. In this way, the diameter of the perforation is smaller than the blast perforation. For this reason, the laser used should not only have a higher output power, the important thing is the time and space characteristics of the beam, so the general cross-flow CO2 laser cannot meet the requirements of laser cutting. In addition, the pulse perforation also needs a more pneumatic control system to realize the switching of gas type, gas pressure and the control of perforation time.
The deformation of the small holes processed by the metal laser cutting machine is because the machine tool (only for high-power laser cutting machine) does not adopt the method of blasting perforating when processing the small holes, but uses the method of pulse perforation, which makes the laser energy is too concentrated in a small area, scorch the non-processed area, causing deformation of the hole and affecting the processing quality. At this time, we should change the pulse perforation method to the blast perforation method in the processing program to solve it. For low-power laser cutting machine, when processing small holes, the situation is just the opposite. Pulse perforation should be used to obtain a better surface finish.
Related Models: AF-N Series · AF-E Series
Video Reference
Please Share This
Get A Quick Quote Today!