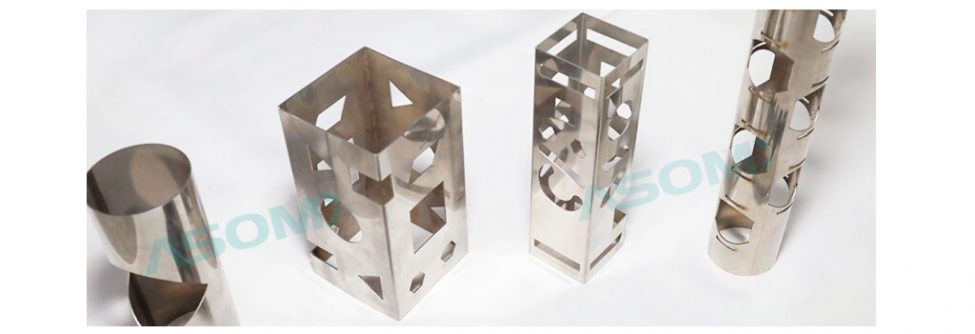
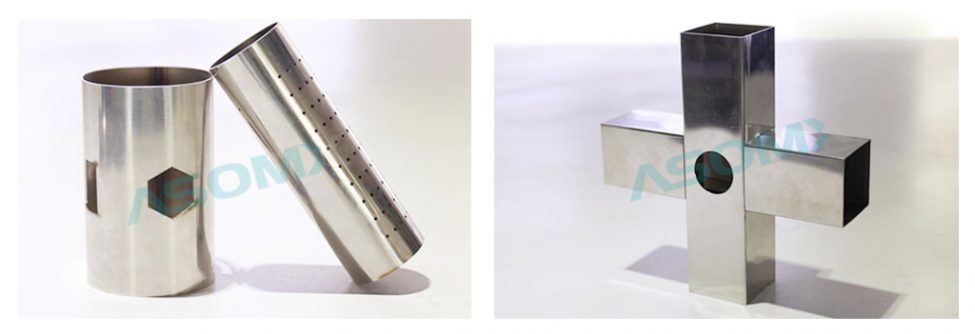
The method of solving the defect of stainless steel laser piercing

The surface material melts during perforation and is blown around to form a whisker-like adhesive
The melt formation can be effectively reduced by adjusting the perforating process, increasing the perforating frequency and reducing the output power of a single pulse. When the frequency was increased from 200Hz to 2000Hz, the spatter at the nozzle was reduced significantly. Note that this method will increase the heat input.
The use of surfactant to reduce metal adhesion, to facilitate post-processing, can reduce the adhesion of molten material, or increase the air pressure when piercing, blowing away molten material, reducing the adhesion at the orifice.
Adjust the cutting method to remove the adhesive at the orifice. For example, some cutting systems provide the function of cutting a small circle on the edge of the hole to cut the adhesive together after perforating or moving the focus upward after the perforation to remove the adhesive again. Melt and blow away with air current.
When starting to cut after perforation, the cut is not penetrated
The influence of the adhesive at the orifice: On the one hand, the adhesive will affect the following height of the capacitance adjusting system, which will cause the change of the focus position of the plate; On the other hand, it will affect the stability of the airflow, resulting in a change in the flow of air into the slit. In view of this situation, in addition to improving the piercing process to reduce the surface adhesion, you can also set the cutting conditions of the machine tool within a certain distance after piercing to reduce the speed or fixed height to follow.
Effects of gas switching: When oxygen is used to perforate, and then nitrogen or air is used to cut, the remaining gas in the gas path must be quickly and completely exhausted. Otherwise, it will affect the cutting effect. The greater the number of perforations, the greater the number of gas switches, and the higher the exhaust requirements. In order to shorten the switching time, the gas can be switched to nitrogen at the last step of the oxygen perforation and blown-in for a period of time, or the oxygen can be used to carry out a batch of pre-piercing operations, first complete all the perforations, then switch the gas and blow in for a period of time, make sure there’s no oxygen left in the pipes.
Slagging occurs in the cutting of a small contour or sharp corner
This is due to the small gap between the small contour and the slow cutting speed, easy to cause overheating. Cutting gas can not effectively remove all the slag. In such cases the following measures may be taken:
Set up different craft layers. Most cutting software has the function of setting multiple layers, which can distinguish the process parameters of small outlines and large graphics.
The power and frequency curves are set so that the power and frequency change correspondingly with the speed, thus reducing the energy density at the small outline and sharp corner and reducing the dross.
Related Models: Fiber Laser Cutter · Co2 Laser Cutter
Please Share This
Get A Quick Quote Today!