How to avoid laser cutting machine perforation exploding hole problem
Fiber laser cutting machine generally uses a pulsed laser with high peak power to melt a small amount of material. Carbon steel cutting usually uses oxygen as an auxiliary gas. Each pulsed laser will produce smaller particle jets and gradually penetrate, so that the diameter of the perforation is small, spray slag less, cutting start more stable. The pulse perforation method must have a better gas path control system to achieve fine control of gas types and gas pressure.
Pulse piercing laser parameters

Pulse Period: T=1/frequency, Pulse Width: t=T*duty cycle
For example, Figure P1: pulse frequency 500Hz, duty cycle 50%
The results are as follows: pulse period T=1/500=2ms, pulse width t=2*50%=1ms
Cause of Blasting Hole
In the process of piercing, the phenomenon of exploding holes is often encountered. The following figure shows that the exploding hole occurs when 30mm carbon steel is perforated. There may be the following reasons: ①Pulse duty cycle is large. ②Perforation air pressure is set too high. ③Perforation pulse frequency is too high. ④Non-stop blowing or blowing time is too short between multi-stage perforations.


Solutions of Blasting Hole
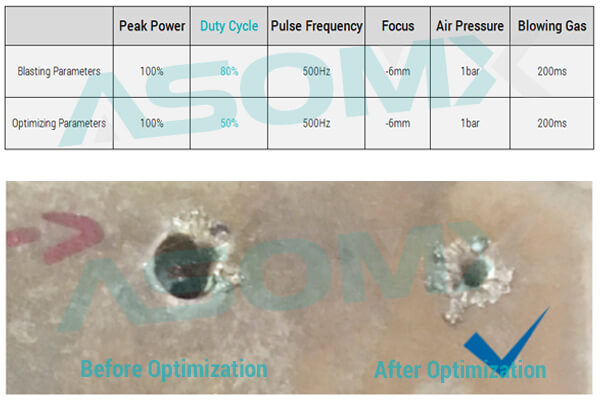
Pulse Duty Cycle is Large
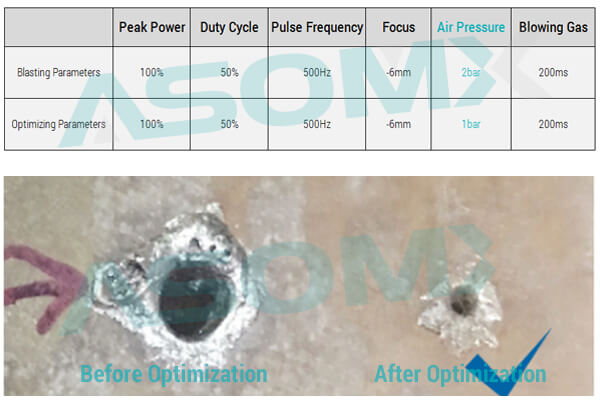
Perforation Air Pressure is Set Too High
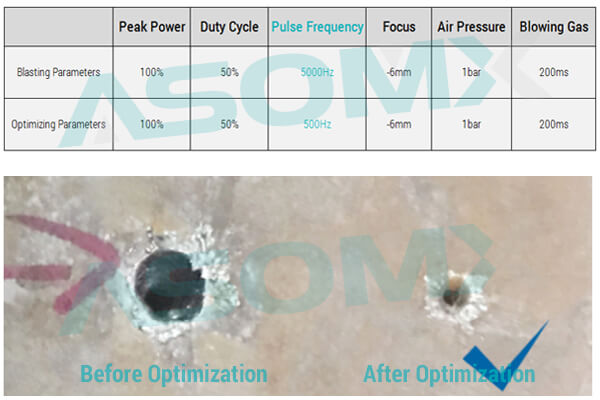
Perforation Pulse Frequency is Too High
Perforation Method Guide
The peak power is as high as possible, which can improve the perforation efficiency.
Under the premise that the laser spot will not hit the nozzle, the perforating focus will be appropriately reduced.
The oxygen perforating pressure is equal to the cutting pressure.
Increase stop light and blowing between the multi-stage perforation, not easy to blast hole.
Related Models: Laser Cleaning Machine · Laser Welding Machine
Please Share This
Get A Quick Quote Today!