Deep Marking Process Parameters of Laser Marking Machine

Commonly used metal marking materials are carbon steel, stainless steel, aluminum, copper, precious metals, and so on. By changing the defocusing amount, pulse width, velocity and filling distance, the depth measurement is performed using a deep-draw tester to find the process parameters with the best deep marking effect.

Influence of defocus on the depth of marking
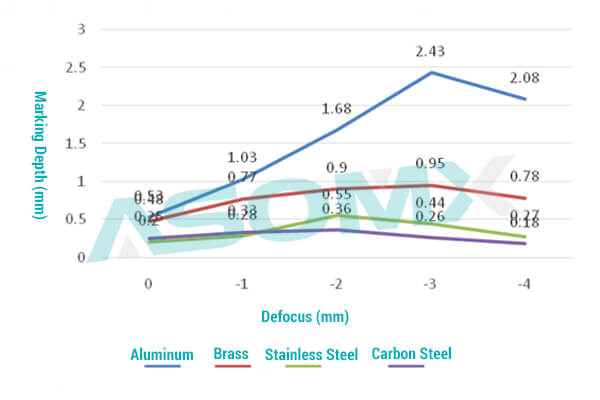
First, the laser marking machine is used to mark the different metal surfaces with the initial parameters. Repeat for 100 times, change the defocus amount, test the defocus amount of different materials on the effects of marking.
As shown in the left figure, we can get the following maximum depth corresponding to different defocusing quantities. According to the data, it is necessary to obtain a certain amount of defocus on the metal surface in order to obtain the best marking effect. The defocus of aluminum and brass is -3mm, and that of stainless steel and carbon steel is -2mm.
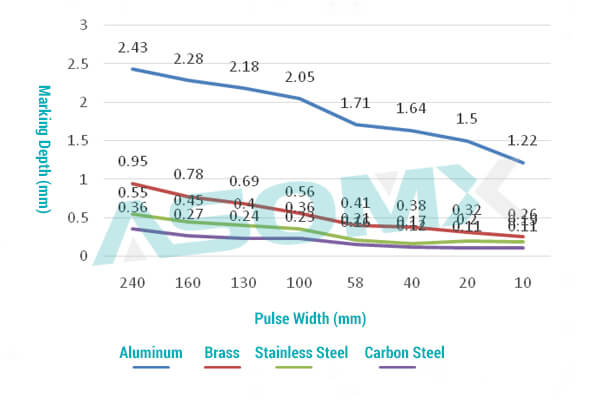
Influence of pulse width on marking depth
Based on the above experiments, the optimum defocusing amount of laser marking machine in different material depth marking is obtained. Therefore, we use the optimal defocus to change the pulse width and the corresponding frequency in the initial parameters, other parameters unchanged.
The figure shows that the laser marking depth decreases with the decrease of the pulse width. At 240ns, the marking depth of each material is the maximum, which is mainly due to the reduction of pulse width, resulting in the reduction of single pulse energy, thus reducing the damage to the metal surface and the marking depth.
Influence of frequency on the depth of marking
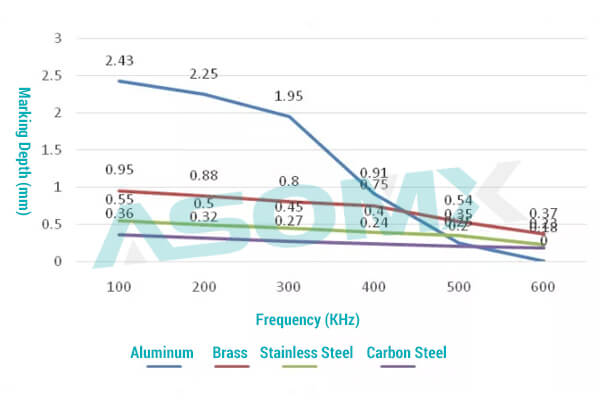
The optimum defocusing amount and pulse width of laser marking is obtained through the above experiments. Keeping the optimal defocus and pulse width unchanged, changing the frequency, testing the influence of different frequency on the marking depth.
From the figure, it can be seen that when the laser marks each material, the marking depth of each material decreases correspondingly with the increase of frequency. When the frequency is 100Khz, the maximum cutting depth is 2.43mm for pure aluminum, 0.95mm for brass, 0.55mm for stainless steel and 0.36mm for carbon steel.
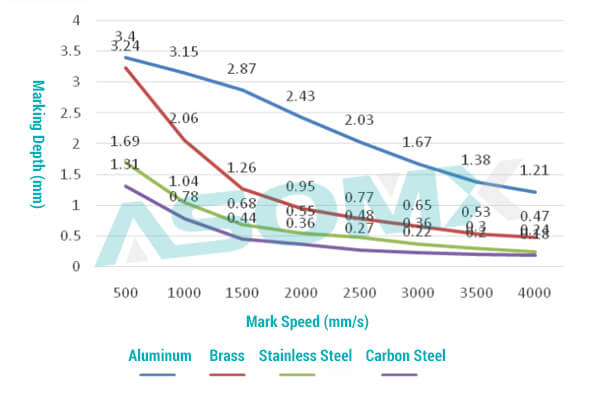
Influence of speed on the marking depth
The figure shows that the depth of marking decreases with the increase of the marking speed. When the marking speed is 500mm/s, the marking depth of each material is the maximum, and the marking depth of aluminum, copper, stainless steel and carbon steel is 3.4mm, 3.24 mm, 1.69 mm and 1.31mm respectively.
Influence of filling pitch on marking depth
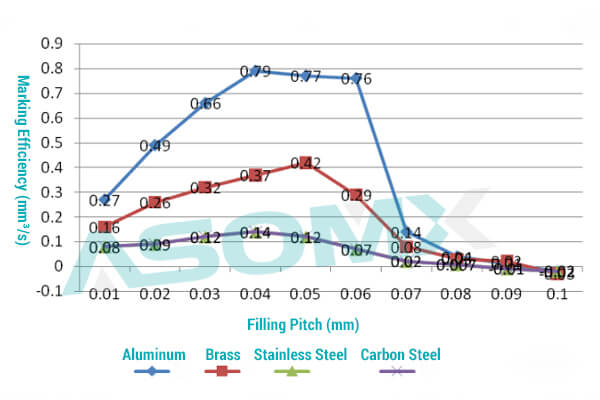
The figure shows that when the filling pitch is 0.01mm, the marking depth of aluminum, brass, stainless steel and carbon steel is the maximum, and the marking depth decreases with the increase of filling pitch. In the process of increasing from 0.01mm to 0.1mm, the time needed to finish 100 times of marking was gradually shortened, and the time range was obviously shortened when the filling pitch was more than 0.04mm.
Based on the above experiments, the optimum processing parameters of deep marking of different metal materials on laser marking machine are obtained as follow.

Related Models: AM-S Series · AM-D Series
Video Reference
Please Share This
Get A Quick Quote Today!